服務(wù)熱線
服務(wù)熱線
產(chǎn)品的用途和主要規(guī)格
1.1 產(chǎn)品的用途:
YG086型縷紗測(cè)長(zhǎng)機(jī)將紗管上的試樣紗線用紗框搖取縷紗, 搖取時(shí)能選擇搖紗張力, 用于^測(cè)定紗線的長(zhǎng)度, 供紡織行業(yè)紗線的線密度或支數(shù)的測(cè)定及縷紗強(qiáng)度試驗(yàn)用。
本產(chǎn)品符合國(guó)家標(biāo)準(zhǔn)GB4743《紗線線密度的測(cè)定 紗紗法》。
1.2 主要規(guī)格:
1.2.1可同時(shí)試驗(yàn)紗綻:6錠
1.2. 2紗錠間距:60mm
1.2.3紗框周長(zhǎng):1000mm±1mm
1.2.4紗框轉(zhuǎn)速:(50~280)r/min范圍無級(jí)調(diào)速
1.2.5縷紗圈數(shù)選擇范圍:1~9999圈
1.2.6搖紗橫動(dòng)往復(fù)寬度:35mm
1.2.7單根搖取張力范圍:(0~100)cN
1.2.8電源:電壓220v,頻率50Hz
1.2.9外形尺寸(長(zhǎng)×寬×高)760mm×660mm×480mm
1.2.10產(chǎn)品重量:55kg
1 產(chǎn)品的結(jié)構(gòu)
2.1紗框:
紗框用六葉葉片組成,紗線卷繞到紗框上呈現(xiàn)六角形.其中一葉為活動(dòng)式,方便縷紗落下,可避免縷紗落下時(shí)其張力對(duì)縷紗的影響.
2.2搖紗張力:
用二根開式平行張力調(diào)節(jié)棒組成的張力調(diào)整器,調(diào)整紗線與張力調(diào)節(jié)棒的包角來調(diào)整搖紗張力,并經(jīng)杠桿式張力秤測(cè)量之。
2.3 傳動(dòng)機(jī)構(gòu)
傳動(dòng)機(jī)構(gòu)裝在一罩殼內(nèi),不易沾灰,保證使用的可靠性。紗框的轉(zhuǎn)動(dòng)和搖紗橫動(dòng)往復(fù)移動(dòng)分別由二只單獨(dú)電動(dòng)機(jī)來傳動(dòng)。
2.3.1紗框傳動(dòng):
紗框由單獨(dú)直流電動(dòng)機(jī)經(jīng)承軸及一對(duì)皮帶輪傳動(dòng),紗框的轉(zhuǎn)速由電氣控制能無機(jī)調(diào)速,紗框起動(dòng)平穩(wěn),旋轉(zhuǎn)到預(yù)定圈數(shù)的^后一圈自行變慢速,到達(dá)預(yù)定圈數(shù)自動(dòng)制動(dòng),紗框停位正確,平穩(wěn)。
2.3.2搖紗橫動(dòng)往復(fù)運(yùn)動(dòng):
由單獨(dú)同步電動(dòng)機(jī)直接帶動(dòng)凸輪等速運(yùn)轉(zhuǎn),推動(dòng)橫動(dòng)導(dǎo)紗鉤等速橫向往復(fù),使紗線卷繞時(shí)做橫向往復(fù)運(yùn)動(dòng),較大的橫動(dòng)往復(fù)寬度將減少卷繞時(shí)紗線的重疊層數(shù)。
2.4縷紗圈數(shù)控制機(jī)構(gòu):
縷紗圈數(shù)由計(jì)算機(jī)上手動(dòng)撥盤預(yù)選,紗框轉(zhuǎn)過圈數(shù)由無接觸開關(guān)轉(zhuǎn)換信號(hào),由計(jì)數(shù)器的計(jì)數(shù)數(shù)字顯示紗框轉(zhuǎn)過圈數(shù),精密的計(jì)數(shù)器保證了縷紗圈數(shù)的選擇控制的正確性。
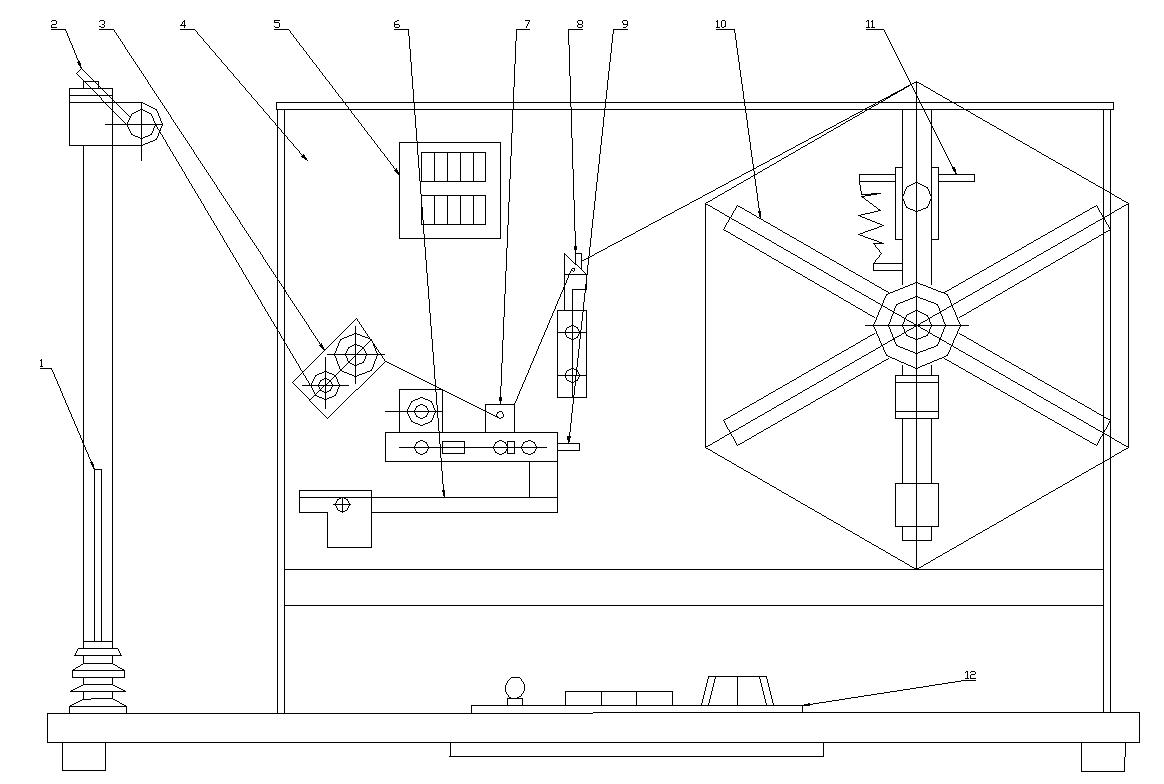
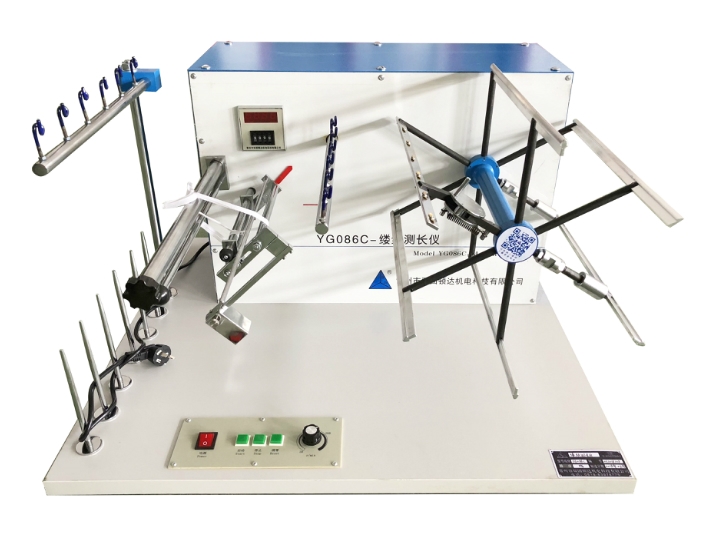
YG086C型縷紗測(cè)長(zhǎng)機(jī)外形示意圖
1、紗錠桿 2、導(dǎo)紗鉤 3、張力調(diào)整器 4、面板
5、計(jì)數(shù)器 6、張力秤 7、張力檢測(cè)棒 8、橫動(dòng)導(dǎo)紗鉤
9、指針 10、紗框 11、手柄 12、電器控制
3 產(chǎn)品的安裝和調(diào)整
3.1 產(chǎn)品放在試驗(yàn)室較牢固的工作臺(tái)上使用(工作臺(tái)高度約0.8m),允許墊產(chǎn)品的底腳,使產(chǎn)品的張力秤的秤碼在零位時(shí)指針對(duì)準(zhǔn)面板上的刻線。
3.2 接電源前應(yīng)檢查電氣部分是否存在受潮等不良現(xiàn)象。
4 產(chǎn)品的操作運(yùn)轉(zhuǎn)
4.1 操作前準(zhǔn)備工作:
4.1.1 檢查張力秤在零位時(shí)指針是否對(duì)準(zhǔn)面板上的刻線。
4.1.2 接通電源,檢查一下產(chǎn)品空車運(yùn)轉(zhuǎn)是否正常。
4.1.3 張力秤上搖紗張力根據(jù)單根搖紗張力選定,將在張力秤上秤碼移支所的搖紗張力值處并旋緊秤碼上的滾花螺釘。單根搖紗張力按國(guó)家規(guī)定的單紗預(yù)張力計(jì)算,一般為試樣紗線的0.5cN/tex。
表1
|
線密度(tex) (英制支數(shù)) |
7-7.5 (90-71) |
8-10 (70-56) |
11-13 (55-44) |
14-15 (43-37) |
16-20 (28-19) |
21-30 (28-19) |
32-34 (18-17) |
36-60 (16-10) |
64-84 (9-7) |
88-192 (6-3) |
|
搖紗張力 (cN) |
3.6 |
4.5 |
6 |
7.3 |
9 |
12.8 |
16.5 |
24 |
36 |
70 |
a、當(dāng)6只紗管同時(shí)進(jìn)行搖取縷紗時(shí),張力秤6上的數(shù)值等于單搖紗張力。如果同時(shí)搖取縷紗的紗管少于本機(jī)標(biāo)準(zhǔn)數(shù),張力秤6上的數(shù)值可按(1)計(jì)算確定,進(jìn)行搖取縷紗。
1
![]() T= n.f。(cN)------------------------(1)
T= n.f。(cN)------------------------(1)
6
式中:T—根據(jù)同時(shí)搖紗的管數(shù)換算后在張力秤6上的數(shù)值。
f。-單根搖紗張力,(即單紗初張力)
n-同時(shí)搖紗的紗管數(shù)
b、各種品質(zhì)的紗線與張力秤6上的張力檢測(cè)棒7的動(dòng)摩擦系數(shù)(u)不同,如果需比較^的控制搖紗張力,張力秤6上的數(shù)值可按式(2)計(jì)算確定,進(jìn)行搖取縷紗。
T(μ)=C·T-------------------------- (2)
式中:T(μ)-根據(jù)μ的不同計(jì)算后在張力秤上的數(shù)值。
C-根據(jù)μ的修正系數(shù)。
μ-紗線-張力檢測(cè)棒動(dòng)摩擦系數(shù)(用其他儀器實(shí)測(cè))
公式(2)中C值可查表2.
表2
|
μ |
0.25 |
0.3 |
0.35 |
0.4 |
0.45 |
0.50 |
|
C |
1.046 |
1 |
0.955 |
0.912 |
0.873 |
0.837 |
4.2 操作順序
4.2.1 將紗管插上紗錠桿1上。
4.2.2 將紗管上的紗線引入導(dǎo)紗鉤2,經(jīng)張力調(diào)整器3,張力檢測(cè)棒7,橫動(dòng)導(dǎo)紗鉤8,然后把紗線端頭逐一扣在紗框10上夾紗片上。
4.2.3 將計(jì)數(shù)器5手動(dòng)的按鍵按在所需縷紗圈數(shù)。
4.2.4 將電器控制12上的調(diào)速旋鈕調(diào)在紗框轉(zhuǎn)速所需要的指示處。一般選擇200r/min左右。
4.2.5 接通電源,按電氣控制12上的“啟動(dòng)”按鈕(必需在計(jì)數(shù)器的計(jì)數(shù)數(shù)字清零情況下),紗框旋轉(zhuǎn)到計(jì)數(shù)器預(yù)選所指示的縷紗圈數(shù),紗框自停。
a、在紗框卷繞縷紗時(shí),特別要注意張力秤游碼在規(guī)定搖紗張力值處,張力秤6上的指針9是否指在面板4的刻線處,即卷繞時(shí)張力秤處于平衡狀態(tài)。如不對(duì),先調(diào)整張力調(diào)整器3中二根開式平行張力棒與紗線的包角來達(dá)到指針9指在面板4的刻線處附近,不得的調(diào)整可調(diào)電氣控制12上的調(diào)速旋鈕,即改變紗框轉(zhuǎn)速來達(dá)到指針9指在面板4的刻線。卷繞縷紗過程中,指針9出現(xiàn)少量的波動(dòng)是允許的。
b、張力調(diào)整器3調(diào)整時(shí),一定仍要使紗線沿張力調(diào)整器3中一根粗的張力棒上表面經(jīng)張力檢測(cè)棒7下表面到橫動(dòng)導(dǎo)紗鉤8,卷繞到紗框上,橫動(dòng)導(dǎo)紗鉤8的高低位置不能隨意變動(dòng),否則要影響張力秤6上準(zhǔn)確性。
4.2.6 將各縷縷紗的頭尾紗線各自打結(jié)接好,接頭長(zhǎng)度不超過1cm.
4.2.7 將紗框10上其中一葉活動(dòng)葉片向內(nèi)擋落下,逐一取下各縷縷紗后仍將紗框其一葉活動(dòng)葉片回復(fù)原位。
4.2.8重復(fù)上述操作,搖取第二批縷紗。
4.3 操作完后,切斷電源。
4.4 必須廢去卷繞時(shí)因張力秤6不處于平衡狀態(tài)下(即搖紗張力不符合規(guī)定)所搖的縷紗。
5 產(chǎn)品的維護(hù)保養(yǎng)
5.1 紗框10的周長(zhǎng)和張力秤6的示值是在產(chǎn)品出廠時(shí)已嚴(yán)格校正,不能隨意拆動(dòng)。
5.2 經(jīng)常保持儀器的清潔。
6 產(chǎn)品的電氣系統(tǒng)原理及其調(diào)整操作
6.1 本產(chǎn)品用單片機(jī)控制,能進(jìn)行人機(jī)對(duì)話,有以下特點(diǎn):
6.1.1開機(jī)時(shí),紗框在任意位置都能自動(dòng)準(zhǔn)確地停在便于夾紗的位置。
6.1.2用手先按住啟動(dòng)按鈕,直到開電源開關(guān)后放開,計(jì)數(shù)器顯示中能自動(dòng)顯示出撥盤預(yù)置數(shù)。
6.1.3 用手先按住停止按鈕,直到電源開關(guān)打開后才放開,紗框開始轉(zhuǎn)動(dòng),調(diào)節(jié)調(diào)速板角上的電位器以使能使紗框慢速轉(zhuǎn)動(dòng)及做試驗(yàn)后的紗框停止位置的正確。
6.2 調(diào)速原理
控制電源B1變壓器降壓整流提供給控制電路BV直流電源,KC05移相發(fā)生器控制Th1、Th2的導(dǎo)通角。T2、T3管組成電壓負(fù)反饋,T4則是電流截止反饋,如果電樞電流超過額定值時(shí)T基數(shù)電位下降T4截止,由于T4截止T2基極電位長(zhǎng)高使T2截止從而KC05電路6移相電壓輸入端電位下降,使Th1、Th2關(guān)斷。調(diào)節(jié)W247K電位器能使電流截止在0.1A~0.5A。W14.7K(面板電位器)能使輸出電壓平滑上升,W3(2.2k)是限幅電位器,防止失控。
噴絲板鏡檢儀(檢測(cè)儀)")
單紗強(qiáng)力機(jī)")
噴絲板鏡檢儀(測(cè)雙斜孔)")
字式織物透氣量?jī)x")
噴絲板鏡檢儀(檢測(cè)儀)")
噴絲帽鏡檢儀(檢測(cè)儀)")
長(zhǎng)絲卷曲收縮率測(cè)試儀")
長(zhǎng)絲網(wǎng)絡(luò)度測(cè)試儀")
噴絲板檢測(cè)儀(鏡檢儀)")
單紗強(qiáng)力機(jī)")
Copyright ? 2000-2018常州市雙固頓達(dá)機(jī)電科技有限公司 版權(quán)聲明 蘇ICP備12045844號(hào)
技術(shù)支持:江蘇東網(wǎng)科技 【管理登陸】